









 Request a Quote
Request a QuoteProduct Details
Key Features:
-
Automatic Air Release – Expels trapped air during system operation to maintain optimal flow.
-
Vacuum Protection – Admits air to prevent pipeline collapse during drainage or negative pressure.
-
High-Pressure Tolerance – Robust design withstands varying pressure conditions.
-
Durable Construction – Typically made of corrosion-resistant materials (e.g., stainless steel, or epoxy-coated iron).
-
Low Maintenance – Self-acting mechanism reduces manual intervention.
Key Functions:
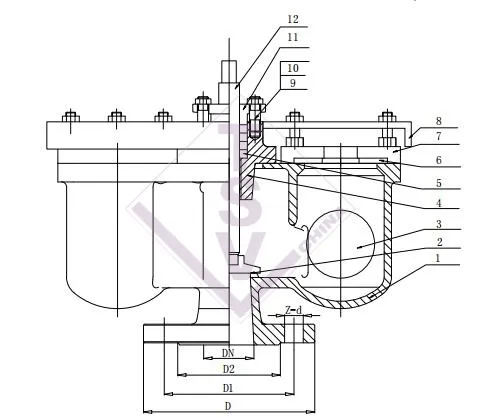
1. Dual-Chamber Design:
- Large Orifice (Main Valve): Rapidly releases large air pockets during system startup or shutdown.
- Small Orifice (Auxiliary Valve): Continuously vent trapped during normal operation.
2. Critical Applications:
- Water supply pipelines, sewage systems, irrigation networks, and industrial fluid transport.
- Prevents air-related issues like water hammer, corrosion, flow reduction, and pump cavitation.
3. Advantages:
- Enhanced Safety: Protects pipelines from pressure surges.
- Energy Efficiency: Maintains steady flow, reducing pump workload.
-Durability: Constructed from corrosion-resistant materials.
Installation & Maintenance:
- Mounted at pipeline high points or critical air accumulation zones.
- Periodic inspection ensures seals and moving parts remain debris-free.



